Título: 🌟 Elevación de sistemas láser de alta potencia: guía completa para una calidad de corte óptima 🚀
Categoría: #HighPowerLaserSystems #LaserCuttingExcellence #AmericanPhotonicsInsights
¡Hola y bienvenido de nuevo al blog de American Photonics! Como fabricante de ópticas especializado en lentes y accesorios de alta calidad para sistemas láser de fibra y CO2, siempre estamos explorando formas de mejorar el rendimiento de los equipos de corte por láser. Si bien no estamos especializados en sistemas láser en sí, hemos investigado factores clave en el corte por láser y creemos que esta información será beneficiosa para nuestros clientes. Recuerde, para obtener las mejores lentes de enfoque, boquillas, portaboquillas de cerámica y más, igual o superior a la calidad OEM, American Photonics es su fuente de referencia: www.americanphotonics.com .
Profundizando en el corte por láser de alta potencia
El corte por láser de alta potencia, que presenta marcas como Trumpf(R), Amada(R) y Precitec(R), es un campo que combina la ingeniería de precisión con la interacción matizada de varios elementos técnicos. Lograr una calidad de corte óptima no es sólo una cuestión de utilizar equipos de alta gama, sino también de comprender las complejidades del proceso de corte.
Comprensión y optimización de la calidad de corte
Lograr el corte ideal implica una combinación de conocimientos técnicos y ajustes precisos. Exploremos los pasos y estrategias clave:
Comenzando con configuraciones conocidas: usar configuraciones familiares para su material es crucial.
Pruebas con propósito: Las piezas de prueba con características interiores y exteriores proporcionan una evaluación de calidad integral.
Mantenimiento de lentes y ventanas: Es vital asegurarse de que sus ópticas estén en las mejores condiciones.
Condición y alineación de la boquilla: Una boquilla bien mantenida y correctamente alineada puede afectar significativamente la calidad del corte.

El papel de la dinámica de gases en el corte por láser
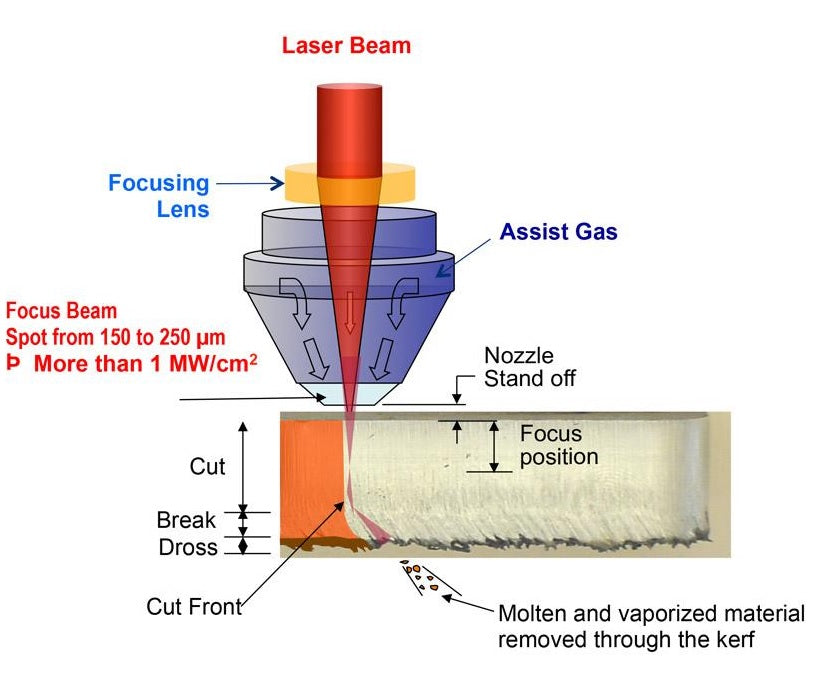
La dinámica del flujo de gas juega un papel fundamental en el proceso de corte. La interacción entre el rayo láser, el gas auxiliar y la pieza de trabajo es clave para crear el borde de corte perfecto. Esto implica equilibrar factores como el diámetro de la boquilla y la presión del gas.
Equilibrio del diámetro de la boquilla y la presión del gas
Se debe utilizar el diámetro de boquilla más pequeño que logre la calidad deseada para controlar el caudal de gas. La presión del gas debe ser lo suficientemente alta para un corte limpio, pero controlada para evitar costos innecesarios.
Distancia de separación y velocidad de corte
La distancia de separación normalmente es igual al diámetro de la boquilla e impacta la evacuación del metal fundido. Contrariamente a la intuición, una velocidad de corte más lenta puede provocar más rebabas debido al aumento de calor.
Consideraciones especiales para el corte con oxígeno
Los niveles de pureza del oxígeno afectan significativamente las velocidades de corte en acero al carbono. La pureza del oxígeno afecta a la reacción exotérmica y, en consecuencia, al rendimiento de corte.
Abordar los efectos del aire ambiente
La temperatura del aire ambiente puede afectar la dinámica del flujo de gas, lo que hace que sea crucial que los operadores ajusten sus configuraciones en función de estos factores ambientales.
Lograr un corte sin rebabas
Para lograr un corte sin rebabas es necesario garantizar que los parámetros del haz y la dinámica del gas funcionen en armonía. Prestar atención a detalles como la limpieza de las boquillas, la presión del gas y la velocidad de corte puede mejorar drásticamente la calidad del corte.
Técnicas avanzadas para corte por láser sin rebabas en sistemas de alta potencia
Información sobre la dinámica de los gases y la interacción láser
Es fundamental comprender la compleja interacción del rayo láser, el gas auxiliar y el material. Esto incluye saber qué parámetros del láser cambiar, como la alineación del haz, el centrado de la boquilla y la posición de enfoque.
¿Qué crea las rebabas?
Las rebabas se crean cuando el metal fundido se solidifica más rápido de lo que puede evacuarse. Esto puede verse influenciado por la acción dinámica del gas auxiliar y la intensidad del rayo láser. Al cortar con nitrógeno, un gas inerte, el proceso depende únicamente de la energía del haz para fundir el metal. Por el contrario, el corte con oxígeno con acero al carbono implica una reacción exotérmica, que agrega calor y requiere menos presión de gas.
Dinámica de gases en corte por láser
Controlar el consumo de gas auxiliar de nitrógeno es vital, ya que puede representar una parte importante de los costos variables del corte por láser. Los parámetros de corte óptimos tienen como objetivo minimizar el diámetro de la boquilla y ajustar la presión del gas al nivel más bajo necesario para un corte de calidad.
La sutil ciencia del corte por láser sin rebabas
Más lento no significa mejor
Es común la idea errónea de que velocidades de corte más lentas producen menos rebabas. Sin embargo, esto puede inyectar más calor del necesario en la ranura, provocando una vaporización que altera el flujo de gas y genera más rebabas.
Consideraciones sobre el corte de oxígeno
En el corte con oxígeno para acero al carbono, el nivel de pureza del oxígeno juega un papel fundamental. Los niveles más altos de pureza del oxígeno, normalmente superiores al 99,95 %, pueden aumentar significativamente las velocidades de corte.
No olvide la plomería al cortar con láser
La instalación de gas en el sistema de corte por láser, como evitar codos en las tuberías y purgar la atmósfera en la tubería durante el tiempo de inactividad, puede afectar significativamente el rendimiento del corte.

Las ópticas American Photonics están fabricadas mediante tecnología CNC automatizada 100% fabricada en EE. UU.
Descargo de responsabilidad: Todas las piezas anunciadas para la venta están fabricadas por o para American Photonics.
Amada(R), Bystronic(R), Cincinnati(R), Mazak(R), Mitsubishi(R), Laserlab(R) Laserdyne Prima(R), Precitec(R), Strippit(R), Trumpf(R) y cualquier otra marca comercial que no sea propiedad de APC son marcas comerciales registradas de los respectivos propietarios con los que están asociadas. APC es un sitio y una empresa independiente que no está afiliado a los fabricantes mencionados anteriormente y el uso de los nombres, marcas comerciales y números de piezas es únicamente para fines de referencia, identificación y compatibilidad.




